|
|
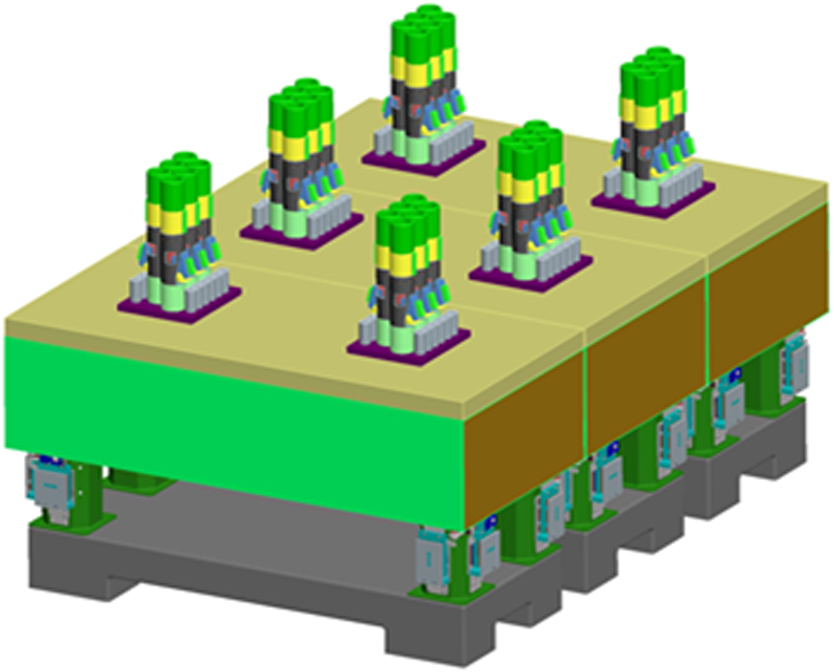
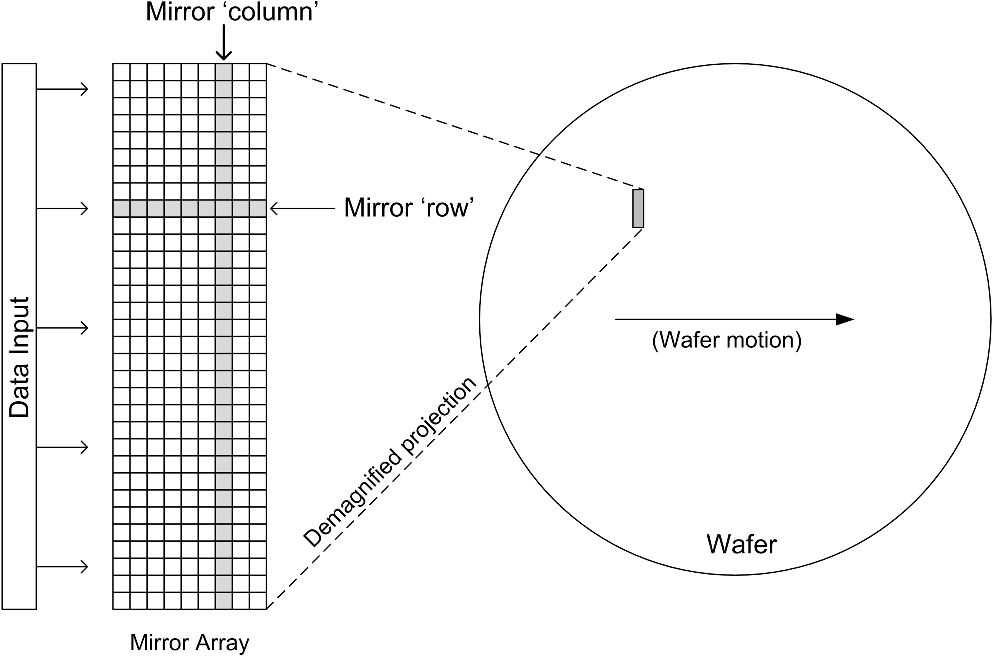
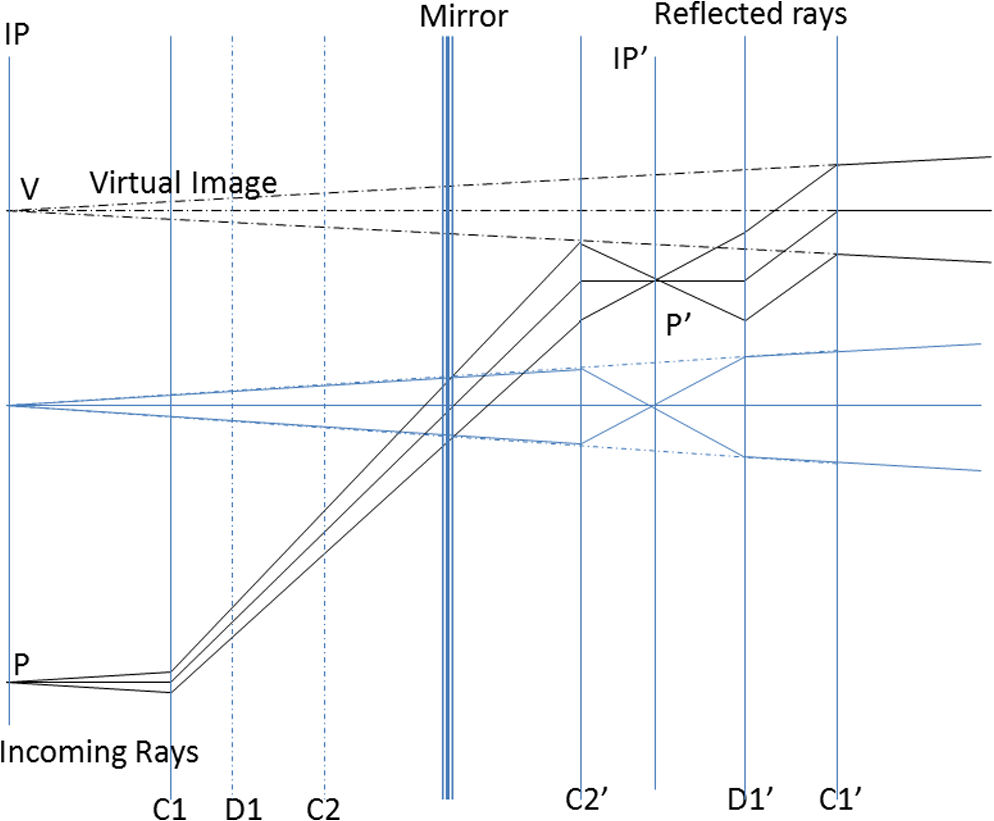
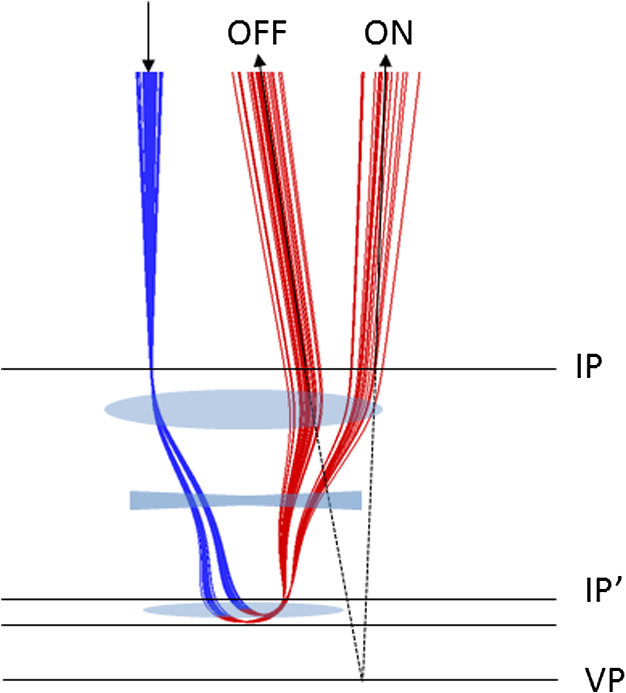
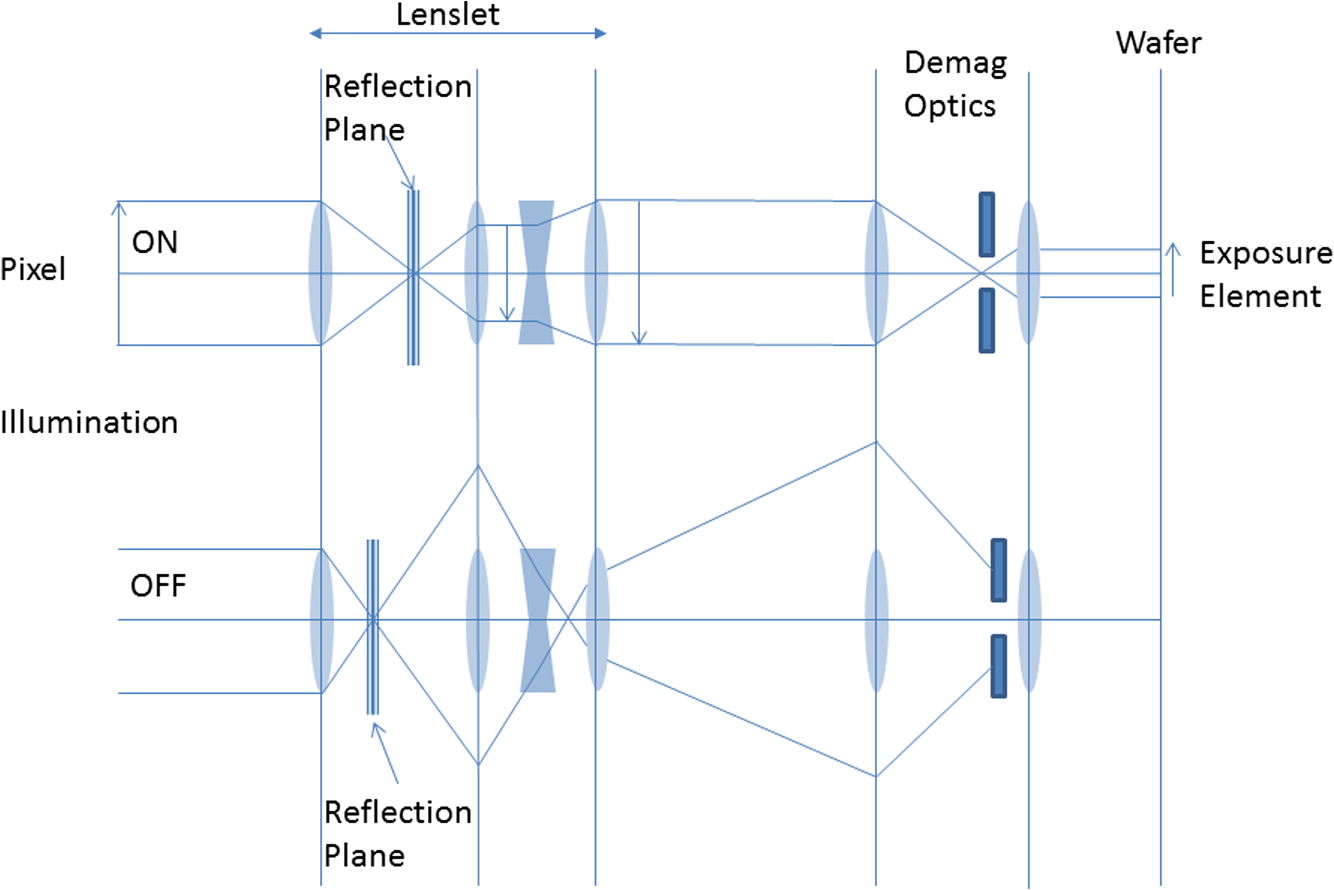
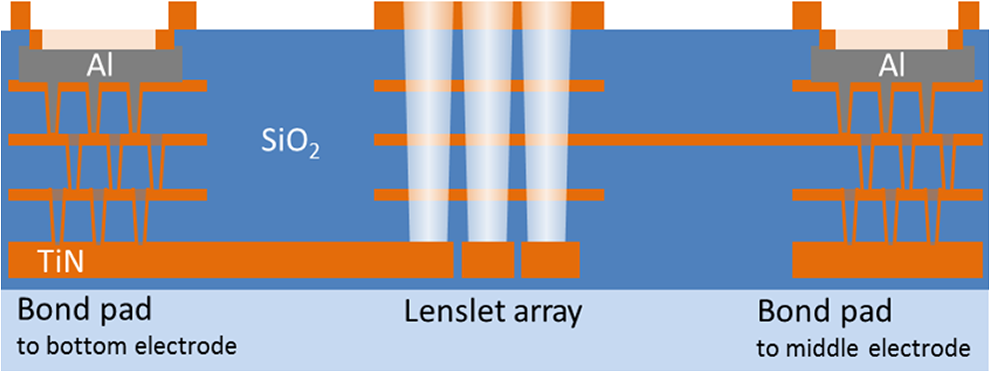
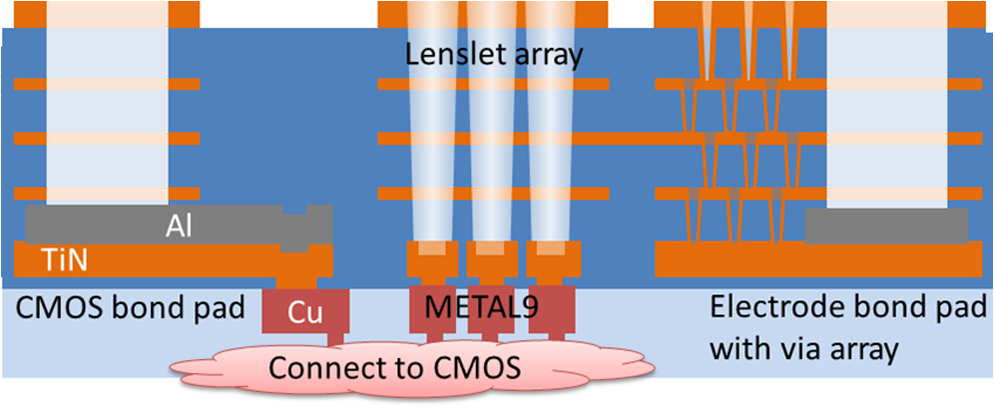
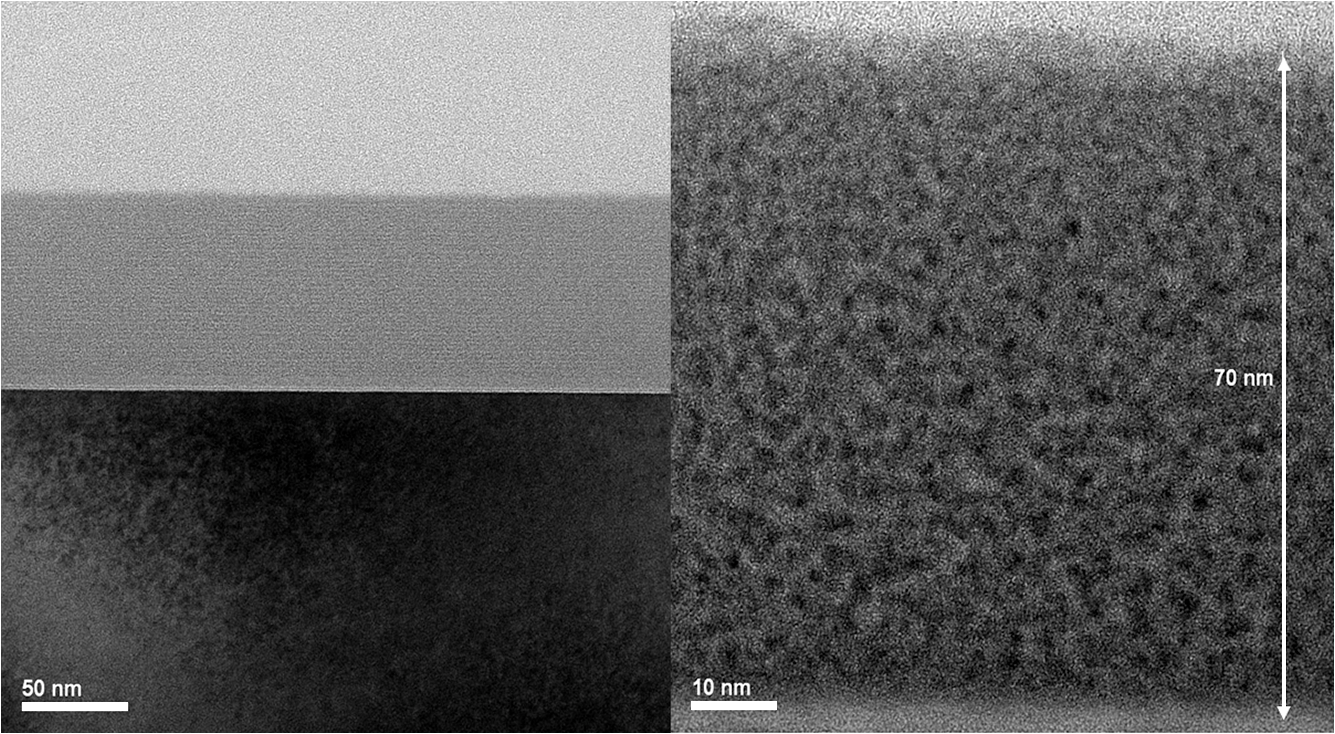
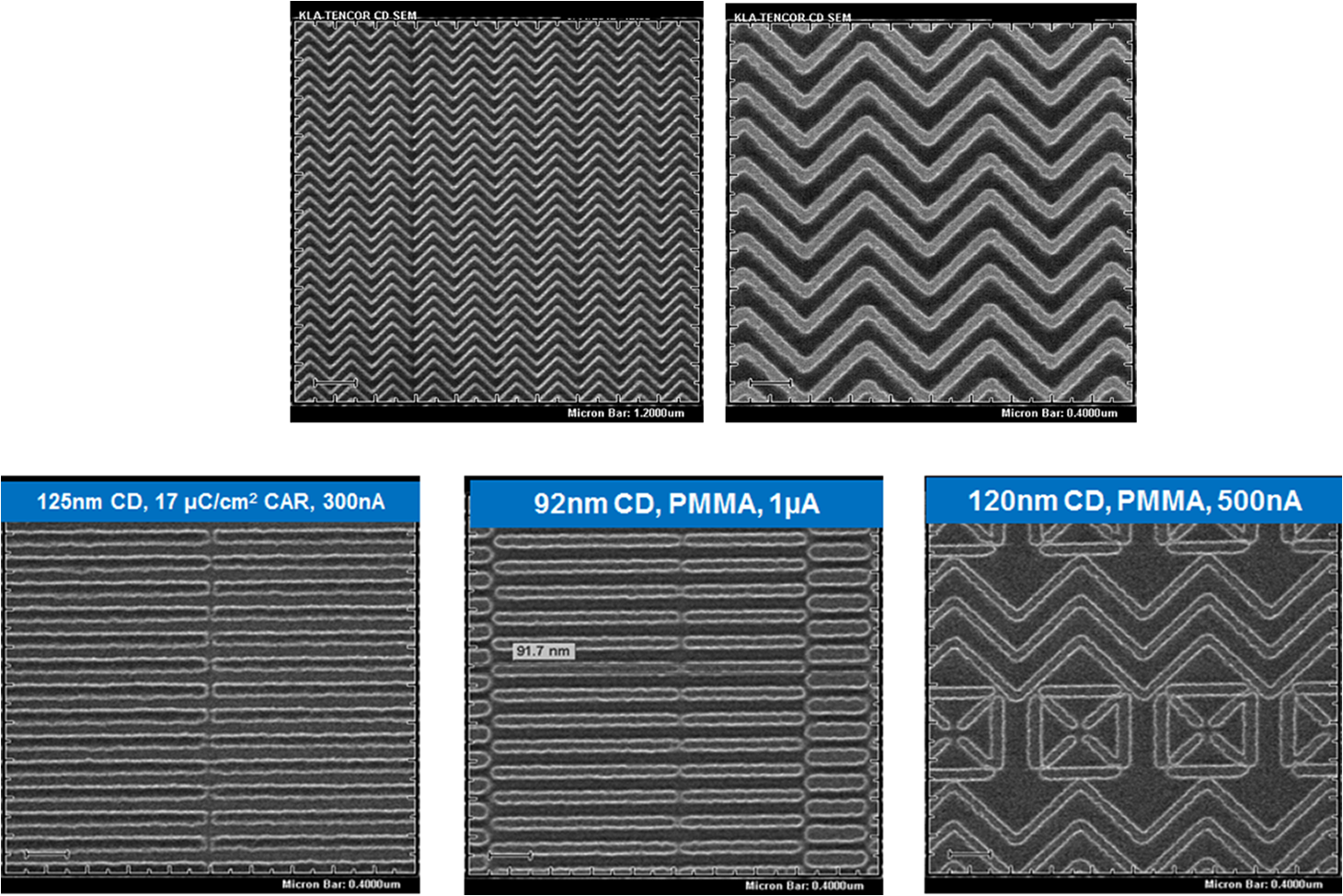
1.IntroductionOptical lithography has been the mainstay in sustaining Moore’s law, taking us to 28 nm half pitch and beyond. To cope with feature-size shrink to well below the wavelength of 193 nm, new refinements, such as optical proximity correction1 (OPC) and multiple patterning,2 have been incorporated, but at a greatly increased cost. Extreme ultraviolet lithography (EUVL) has been touted as a successor to optical lithography, but delays in its development mean its adoption will occur at a feature size smaller than its wavelength of 13.5 nm; therefore legacy complexities from optical lithography such as OPC and multiple patterning will likely have to be retained, and at the same time new challenges such as source power, mask defects, and resist sensitivity will have to be overcome. Traditional -beam lithography3 suffers from low throughput and was generally deemed not suitable for high-volume manufacturing (HVM). However, advances in micro electromechanical systems (MEMS) technology in the last decade have enabled the pixilation of a high-current -beam, enabling massively parallel -beam writing. -beam lithography thus has the potential to become competitive with optical or EUV lithography, especially in foundry applications in which the mask cost may not be efficiently amortized.4 KLA-Tencor is developing reflective electron beam lithography (REBL) technology to enable maskless lithography for HVM of semiconductors at 14 nm half pitch and beyond.5,6 Each -beam column consists of illuminating and imaging optics. An off-axis illuminating beam is merged into the optical axis of the -beam column through a Wien filter and illuminates an active area of of the digital pattern generator (DPG), which is an electron-optical MEMS consisting of a array of 1.6 μm pitch lenslets. Through the selective application of a positive or negative bias on the bottom of each lenslet, the electron beamlet is absorbed or reflected, respectively. The pixelated overall image of the DPG is then demagnified or greater onto the wafer. To further increase throughput and reduce overall system risk, REBL is considering having multiple columns and replacing a previously planned rotary stage concept with a dual action, linear stage technology (Fig. 1). With sufficient multiple columns, this architecture can potentially produce commercially practical wafer throughputs for HVM of semiconductors. The focus of this paper is on the DPG, which is the technology that enables massively parallel printing with significantly increased throughput compared to single raster beam lithography. We will discuss four specific aspects of the DPG technology: the design of the underlying CMOS circuit that drives the lenslets, the modeling of the lenslet structure that led to our final lenslet design, the fabrication of the DPG, and the mitigation of charging on the DPG. Finally, we present test results. 2.Underlying CMOS DesignREBL is unique due to its use of reflective electron-optics to pattern an electron beam. This is done by selective reflection of a low-energy “flood” illumination beam from an array of switchable electron mirrors. The spatially patterned beam is then accelerated, demagnified, and focused onto the resist-coated substrate being patterned. Each electron mirror is operated in binary mode, either ON or OFF. Initially, it was thought that simple electrodes would suffice for the reflectors: if given a small positive potential, an electrode would absorb the impinging beamlet, turning that mirror off; or if given a small negative potential, the electrode would reflect, turning that mirror on. Experiment and simulation quickly convinced us that in fact each electron mirror would require, in addition to the switched mirror electrode, a tiny electron-optical assembly, with several electrodes stacked above the mirror electrode and driven at fixed potentials, whose function is to gather, steer, and focus the beamlet. The assembly of mirror-electrode drive circuits and miniature electron-lens assemblies is called the DPG. The construction of the DPG therefore involves both CMOS electronics and an integrated MEMS assembly. To synthesize gray tones of exposure, REBL uses a technique called time-domain integration (TDI), which works as follows. The DPG is constructed as a two-dimensional (2-D) array of electron mirrors. At exposure time, the wafer being printed is moved smoothly across the field of the projection (demagnifying) electron-optics. As any given spot on the wafer passes under the image of the DPG, it is sequentially exposed to the reflected electrons from a specific row of DPG mirrors (Fig. 2). As the wafer moves, the pattern of ON mirrors on the DPG moves in synchronization so that the electrons reflected from successive mirrors in each row fall onto the same spot on the wafer for the entire time that the spot in question is within the area covered by the DPG image. By controlling which mirrors in each row are ON, the DPG’s control logic ensures that each spot on the wafer receives an energy dose proportional to the gray tone designated for it. Each electron mirror is binary, i.e., ON or OFF at any instant. The mirror array is partitioned into bit-blocks to produce a grayscale 0 to 31; for example, one can use a block -mirrors wide to provide the dose corresponding to the least significant bit, or bit 0, of the desired gray level being ON, another bit-block -mirrors wide to provide the dose corresponding to bit 1 of the desired gray level being ON, a block -mirrors wide to provide the dose corresponding to bit 2 of the gray level being ON, etc., up to the largest bit-block -mirrors wide to provide the dose corresponding to the most significant bit of the gray level (bit 4 in this case). Since no mirrors are required to represent a dose of 0, the total width of the mirror array is mirrors. We chose , making our mirror array 248-mirrors wide. This choice is a practical compromise between the desire to compensate spatial nonuniformity of lenslet efficiency and illumination, which favor a large , and the need to minimize an uncorrectable blur in the direction of the stage motion, which favors a small . To make the bit-weights add up correctly, each pixel of incoming gray data is broken up into its constituent bits, and the various bits are delayed appropriately so that each controls in succession the mirrors of its corresponding bit-blocks, and the apparent movement of the projected image matches the movement of the wafer. The bits are delayed again after their traverse across (a portion of) the mirror array; this permits reassembly of the gray data in order to verify that the data were printed correctly. The initial concept of REBL had some additional constraints on the design of the mirror array and its CMOS mirror-switching circuits. We began with a plan to print IC patterns in a continuous, spiral swath across multiple wafers on a rotating stage platter. The small differences in radius from the axis of rotation to the pixel-rows would have resulted in a gray-tone-dependent blur; to counteract this, the bit-blocks were each divided in two (except the bit 0 block), and the two halves were arrayed symmetrically about the mid-line of the mirror array. Figure 3 illustrates the division of the array into bit-blocks. Since then, we have shifted to a linear platform, but we retained the symmetric layout on the DPG to avoid a major redesign. The individual mirror driver circuit needs to be small so that it will fit under the lenslets and not require excessive demagnification of the projection electron-optics: high demagnification would cause either large spherical aberration or inefficient use of the illumination current. The mirror-driver circuit needs to switch the mirror electrode through a relatively large potential difference, which we estimated at up to 2.5 V, in order to ensure adequate contrast. The circuit was to be fabricated in 65 nm low-power CMOS, for which core transistor is nominally 1.25 V. The use of transistors to obtain higher voltage switching was considered but deemed unfeasible because of their large size. We commissioned a full-custom circuit design in order to strike a good compromise among these competing constraints. A 10-transistor unit-cell circuit that could be built in a 1.6 μm square area was designed. Various stratagems, including long channels and level-shifters, were employed to make the circuit tolerant to higher-than-normal . The delay lines, which were used on the input side to align the contributions of the various bit-blocks, in the middle to bridge between the two parts of bit-blocks 1 through 4, and on the output side to reconstruct the pixel data, are ring-buffers constructed from static RAM arrays—they do not have to tolerate the relatively high . After the CMOS circuit was fabricated, testing determined that it is sufficiently robust to operate at . With the mirror pixel pitch fixed at 1.6 μm, the length of the mirror array was determined by the limitation of the electron-optics. Analysis by ray-tracing indicated that field distortion limits the array to long. Consequently, the array length was chosen to be 4096 rows, which corresponded to a length of 6.6 mm. The overall chip design included input circuits for the incoming data and output circuits for data verification. In order to keep the chip reasonably simple, we decided to limit the amount of data that the first CMOS chip would be expected to handle: we drive of input data, and fan that out to the 4096 pixel-rows. The input data are time-domain multiplexed so that 256 wires each accept 5 bits, with the help of a 5-phase clock. Simulation showed that the mirror array could operate at up to 100 M lines per second. Though the individual mirror-cell can operate in excess of 200 MHz, the performance of the array is limited by factors such as clock skews. Our first CMOS chips showed pixel-row yield in excess of 99.5%, which was acceptable at the early stage of technology development. The target pixel-row yield for production remains at 100%, i.e., perfect devices. 3.First-Generation DPG with Planar DesignA DPG design prior to the one reported here used a planar, 2-D structure, shown in Fig. 4. The individual pixel consisted simply of a 0.5-μm-thick square pad of TiN connected directly to the CMOS output for the pixel below. A bias of 0 or 2.5 V was applied to put the pixel in a dark or bright state, respectively. However, initial testing revealed that the feature size did not scale with the number of ON mirrors. It became evident to us that we needed to improve our electron-optical design. 4.Why Two-Dimensional Mirrors Were Insufficient: Lack of LinearityTo print an image, REBL modulates the exposure intensity at each resist exposure element (pixel) of the printed area; the net modulation is the superposition of a sequence of aerial images formed by electron reflection from its CMOS-driven DPG. A principal goal of the exposure modulation is to place feature edges with subpixel accuracy. Therefore the most important requirement for such a device is linearity. By this we mean each pixel must reflect back its own portion of the beam consistently and independent of the state (ON or OFF) of surrounding pixels, so that the sequence in which the pixels are exposed is unimportant. Our calculations showed that a mirror array consisting of simple planar electrodes cannot satisfy this linearity requirement when the illumination beam has an appreciable energy spread or appreciable transverse momentum (i.e., finite numerical aperture). If is the applied electric field in the direction near the pixel surface and is the longitudinal energy spread (i.e., that part of the electron’s kinetic energy due to the -component of its momentum), then the spread of the turnaround height ( coordinate from which the electron is reflected) is equal to The product of and the pixel area is the volume within which the potential must be controlled. An array of simple electrostatic planar mirrors can control the potential distribution only very near the electrode surfaces. If is comparable to the pixel’s lateral dimension, any given pixel’s bias will interact with the fields due to nearby pixels, making it impossible to control the aerial image with sufficient accuracy. In other words, because the aerial image is formed as a reflection from a three-dimensional (3-D) potential distribution, the net resist exposure will be a convolution of the applied pattern information with an image of that 3-D potential distribution. A simulation example of an aerial image formed by 2-D micro electrostatic mirrors is shown in Fig. 5: A area is illuminated by electrons with an energy spread of 2.0 eV FWHM. The pixel size is 1.6 μm. The applied electric field at the pixel surface is (or ); this corresponds to a turnaround spread ; that is, the trajectories of the rays that reach the wafer are affected by the shape of the potential up to above the surface of the pixel plane. In Fig. 5(a) yellow pixels are ON (reflective) while the red ones are OFF (absorbing). Figure 5(b) shows the virtual image formed by the reflected rays, while Fig. 5(c) shows the image formed at the wafer plane after the pupil aperture. The image at the wafer plane lacks the required linearity. In the lower part of the image, it can be seen that the combination of two single lines is not the superposition of two lines similar to the line in the upper part of the image, but rather the image of their superimposed potentials, where, within the turnaround space, the angle of the reflected electrons is matched to the numerical aperture of the imaging optics. Fig. 5Aerial image simulation. (a) Yellow pixels are ON. (b) Virtual image produced by the DPG. (c) Image at the wafer (after pupil aperture). 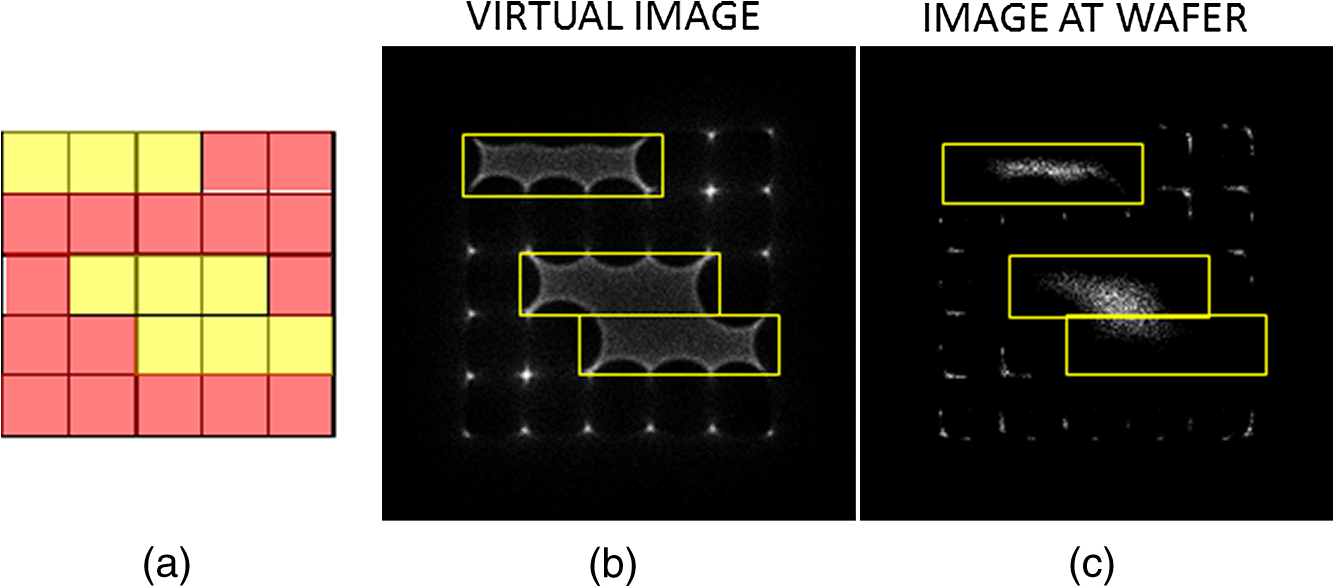 4.1.Achieving Linearity Through the Use of LensletsThe linearity requirement led to the need for a 3-D electrostatic lenslet for each pixel in order to isolate the fields of different pixels from one another. The resulting lensing action of this 3-D lenslet must emulate a switchable micromirror. Figure 6(a) shows two equal converging lenses sharing the same focal plane; this system forms a telecentric doublet with two conjugates points and . If is conjugate to the source, then is conjugate to the source as well; therefore the relationship between and the source is similar to what can be obtained with a simple mirror [Fig. 6(b)], the difference being that is a virtual image in the mirror case. Removing one converging lens and adding an electrostatic mirror in the focal plane produces the system in Fig. 6(c), which forms a real image of the source (). The benefit is that is defined by the focal length of the converging lens, which, if the lenslets are suitably isolated, is unaffected by the bias of the neighboring electrostatic mirrors; this approach can therefore satisfy the linearity requirement. Since the converging lens must work not only for the incoming beam but also for the reflected beam, it must be of the Einzel type, as this type of lens does not change the kinetic energy of the beam and can work both ways. An Einzel lens has at least three electrodes. In addition, we need one electrode as a switchable mirror and another electrode positive enough to collect the lower-energy electrons of the illumination beam. Thus we arrived at our pentode design. The pentode structure is shown in Fig. 7. Since the DPG is floating at the cathode potential (), all bias voltages are referenced to the cathode potential. It is common to float the electron source and the associated electronics at a high negative potential rather than the wafer and the column at a high positive potential, because the latter would require the wafer to be charged and discharged during loading and unloading and would lead to numerous safety issues. Fig. 6(a) A doublet equivalent to a mirror (b). (c) A reflection from a mirror M through a positive lensing element. 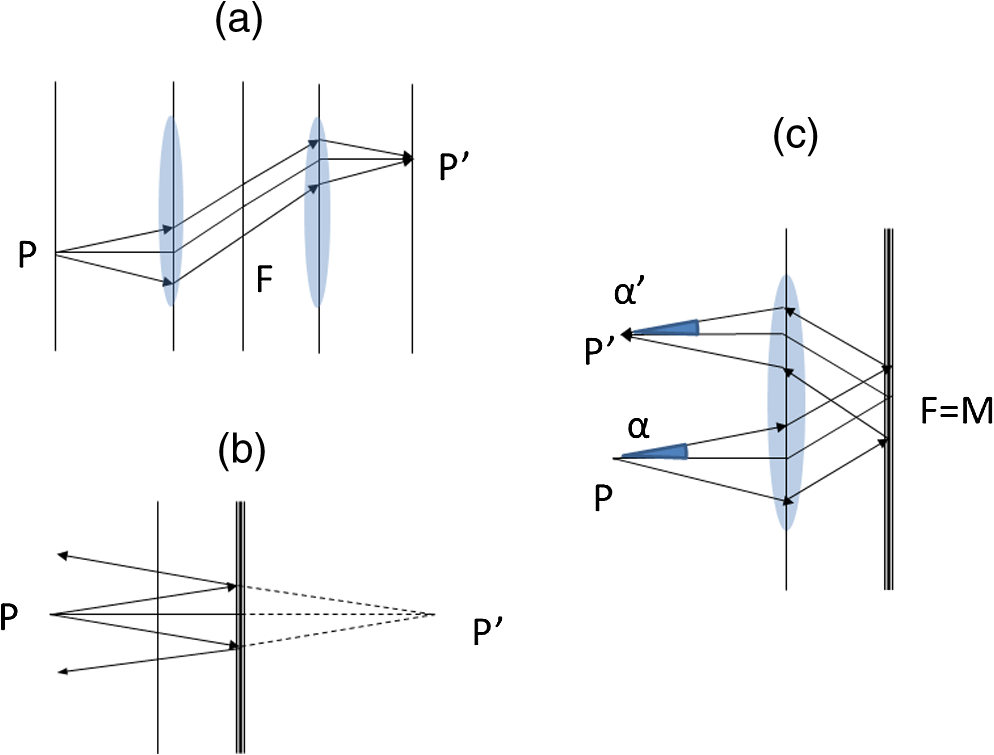 Fig. 7Definition of the pentode and the optimized biases at the ON state, which reflects the -beam to the direction from which it came, and the OFF state, which deflects it away.  There are three main sections: the first section, the top electrode, is the opening through which the beam is collected. Its bias () must be set positive enough to collect the beam’s lower-energy electrons; this is fixed typically at . The second section is the Einzel lens section. It is composed of three electrodes: the upper, middle, and lower electrodes. As in a typical Einzel lens, the lower- and upper-electrode biases ( and ) are equal; however, since these elements have to be coupled with VT and VB, this condition does not need to be fulfilled rigorously. The upper-electrode bias is positive and larger than to allow the collected electrons to drift into the Einzel element itself (). The middle electrode is the focusing element. In order to provide enough focusing action, its bias () must be a few times (). Finally, the bottom electrode is the reflecting electrode or electrostatic mirror section. Its bias must be adjusted so that it will reflect as much beam as possible in the ON state, and as little beam as possible in the OFF state. The difference between the ON and OFF potentials, , must not exceed the range than can be supplied by the CMOS mirror-drive circuit, which is 2.5 V. The largest bias difference between adjacent electrodes is approximately ; this requires an interlayer dielectric of about 1 μm to avoid electrical leakage or breakdown. Another important parameter is lenslet efficiency (), which is the ratio between the illumination current collected by the lenslet and the reflected current (beamlet) from that lenslet, which is collected by the imaging optics; this ratio is also equal to the ratio between the angles and , where is the NA of the system [Fig. 6(c)] and is the NA of a beamlet. The NA of the REBL projection optics is 12 mRad. In other words the lenslet, in order to be efficient, must be telecentric at least within an angle equal to the NA of the system. Furthermore, when the bottom electrode is in the OFF state, the reflected beamlet current must be as small as possible; the contrast measures this ability as the ratio between the beamlet current () and the beamlet current obtained with a biased bottom electrode (). 4.2.Pentode Optimization, Contrast, and YieldThe following optimization method was employed to find the best bias settings for the lenslet design of Fig. 7. The top electrode voltage and the switching voltage were kept constant (, ). The minimization space was therefore a four-dimensional (4-D) space (, , , ) and the figure of merit to be minimized was , in which was given by a point in the optimization space and was given by the same point where has been incremented to . With this figure of merit the method will converge to a set of four voltages when and . The optimization method used in this design is the differential evolution method7 applied to the four-dimensional function . This function was calculated numerically by the unipotential method and by tracing a fixed bundle of rays with a defined energy spread. Figure 8 shows the optimization result. The biases applied to the electrodes must be accurate to within . The ray tracing in Fig. 8 was performed with the optimized voltages and under the assumption that an image of the source was formed at the point (thus IP at the entrance of the lenslet is a plane conjugate to the source). Ray bundles corresponding to and are shown in Fig. 7. The ray tracing shows that a back focal plane () is formed at the turn-around point; it also shows that the mirror, or the bottom electrode, has a positive focusing action given by the parabolic form of its equipotential lines. Figures 8 and 9 show that this focusing creates an image plane inside the lenslet. Since the optimization method seeks to establish a telecentric condition, a negative lensing term D1 must appear to compensate for it. As a result, the final image of the source that is formed by the lenslet is virtual (point ) and it is telecentric within the NA of the system; thus the paraxial rays for both and have the same angles with respect to the axis. Figure 9 shows another schematic of the optimization result, in which the reflected rays have been unfolded for clarity. Note that the diverging component affects mostly the magnification between the image in and in . Therefore its effect on the paraxial illumination rays has been omitted for simplicity. When adding a switching voltage () to the bottom electrode voltage, the virtual image will have no paraxial rays with angles smaller than the NA of the system and, therefore, will not appear at the wafer. Figure 10 shows a comparison between an ON and an OFF beamlet. The OFF beamlet is moved out of the aperture. Figure 11 shows how this switching principle is integrated in the system. It is important to point out that the switching mechanism discussed above does not require the whole beam to be absorbed by the bottom electrode. This helps to maintain a high contrast in the presence of an energy spread larger than the CMOS switching voltage. The lenslet structure previously discussed needs to maintain not only linearity but also high efficiency and high contrast when the illumination energy spread becomes larger than the CMOS switching voltage. This requirement comes from the high beam current necessary for an acceptable throughput. At the required high beam currents, the energy spread can reach 3 eV FWHM because of stochastic interactions between electrons.8 Figure 12 shows the yield, which is the product between the lenslet efficiency and the pixel fill factor, and contrast as a function of the illumination energy spread. (The pixel fill factor is the ratio between the area of the lenslet physical aperture, which is about 1.4 μm in diameter, and the area of the pixel, which is 1.6 μm in pitch; so the pixel fill factor is 0.6.) The settings of the electrodes are the same as those in Fig. 8. As can be seen, the contrast reaches for an electron energy spread of 2 eV FWHM. This gave us confidence in finalizing the lenslet design to the pentode. Fig. 12Yield and contrast as a function of energy spread. This shows that the pentode at the potential settings in Fig. 7, the yield and contrast, are still at acceptable levels of and , respectively, for an electron beam with an energy spread of 2 eV FWHM. 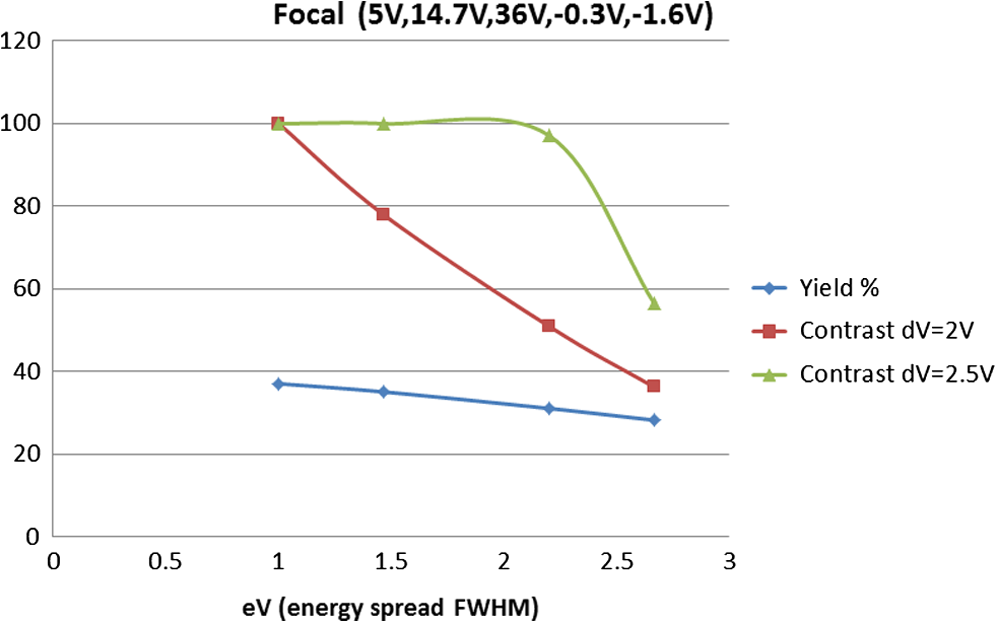 5.Fabrication of the Pentode Lenslet Array (Gen-2 DPG) and Its Integration with the CMOS CircuitThe pentode lenslet structures were fabricated at the Imec 300 mm fab in Leuven, Belgium. The development was divided into four phases. In phase 1, the focus was on manufacturing the lenslet pentode structures, which were stand-alone, not connected, and done on blank 300 mm wafers. In phase 2, electrical connectivity was added, such that the optical performance could be evaluated in a static mode and with control of the lenses by the row only. In phase 3, the processing was adapted to fabricate the devices on top of CMOS with the bottom of each lenslet connected to the CMOS circuit. The CMOS wafers were fabricated by Taiwan Semiconductor Manufacturing Company (TSMC) using 65 nm LP technology with 9 metal layers. This allowed for the individual control of the lenslets. Some design choices in phase 3 proved not sufficiently robust for wire-bonding. Therefore, a fourth phase was added to improve the robustness. This improved design showed good yield, performance, and stability. 5.1.Fabrication of Lenslet Pentode StructureThe lenslets consist of a densely packed array of 4-μm-deep cylindrical holes on a 1.6-μm pitch through an alternating stack of four conductive TiN layers and four insulating layers (Fig. 14). Top and bottom electrodes are 300 nm thick physical vapor deposition (PVD) TiN layers. The intermediate electrodes consist of 60 nm PVD TiN. Between the electrode layers are the dielectric layers deposited by plasma-enhanced chemical vapor deposition, with thicknesses between 750 and 900 nm. The top spacing between the holes (edge-to-edge) was targeted at 200 nm. This is to maximize the contrast while maintaining mechanical integrity of the lenslet structures. The patterning of the 4-μm-deep holes with only 200 nm of spacing between them was one of the most challenging developments in the lenslet processing. To avoid a deep etch through a stack of alternating TiN and layers, which would have required changes in plasma chemistry in the middle of an etch process, we opted to open the lenslets separately at each of the TiN levels.9 Oxide depositions were made subsequent to each etch to refill the hole. The final hole opening is a TiN etch for the top layer followed by a deep oxide etch straight through the filled oxide to the bottom electrode layer. The large etch depth of 4 μm and the resolution of 200 nm spacing between the holes with a 10 nm hole uniformity across the array required an advanced dual hard mask-based patterning scheme in combination with 248 nm wavelength lithography. A thin resist was chosen to pattern a thick hard mask stack that was then used as a masking layer to transfer the pattern of the holes in the 300 nm TiN and 3.6 μm oxide stack. The results of the initial etch developments are shown in Fig. 13 (bottom). Note that the thin TiN layers at intermediate electrode levels had already been opened with a diameter for the higher electrode always 40 nm larger than the electrode below. This funnel shape provided an overlay margin of 20 nm from one electrode level to the next. The margin ensures that each electrode is fully exposed after the final etch. 5.2.Static Lenslet DeviceIn this phase, electrical connections were added to the stand-alone lenslet structures such that the 4096 lenslets on every row were electrically joined and connected to one bond pad per row. Many processing steps and additional exposure masks were needed to fabricate and pattern the electrical connections. Three via layers were added below the bottom electrode to connect the different electrode layers. The lower, middle, and upper electrodes were patterned to form segments with connections to bond pads. An aluminum layer was added in between upper and top electrodes to form bonding pads, and the top TiN was patterned to separate the pads. The top layer was opened in the bond pad region to reach the aluminum bonding layer. Figure 14 shows a schematic cross-section of the lenslet devices with the connections to bond pads. The bottom electrode was patterned with lines (1.4 μm wide and 200 nm spacing) such that the 4096 lenslets on every row were electrically joined and connected to one bond pad per row. The vertical interconnects between the different electrodes (bottom, lower, middle, and upper) were formed by arrays of vias in the pad area. To minimize process complexity, the via levels were not metalized separately; instead, the TiN of the electrode layers was used to provide electrical connection between the different levels. The resistance of a single via was . By combining the vias in arrays, the connections between different levels could be kept below . Unlike conventional bonding pads that are manufactured on top of the device, our Al bonding pads were formed between the upper and the top electrode layer. This was done to avoid pad processing after the lenslet holes have been opened. 5.3.Integration of Lenslet Devices onto the CMOS DPG WaferIn the third phase, the process was augmented to integrate the lenslets on top of a CMOS wafer with a full nine-level interconnect stack. This would enable the full control of individual lenslets. A via opening through the passivation layer on top of metal 9 was added to connect the top metal level to the first electrode level. The bottom electrode layout was changed from a line pattern, which bunched the lenslets into rows, to a circular plate, which allowed the lenslets to be addressed individually. The probing pads were redesigned to provide a low resistive connection from probing pad to top metal level of the CMOS wafer. The changes are schematically shown in Fig. 15. The vias between metal 9 and the bottom electrodes were made by etching 900-nm-diameter holes in a 150-nm-thick CMOS passivation stack. An individual via under each lenslet allows control of every lenslet individually. The bottom TiN layer was deposited over the via holes and patterned with 1.4 μm circles for each lenslet. The via in the center of each electrode circle creates the donut-like shapes in Fig. 16. Fig. 16Changes from bottom electrode line pattern in phase 2 (a) connecting entire rows of lenslets to individual circular plates (b) connecting each lenslet to through underlying via to the CMOS circuit in phase 3. 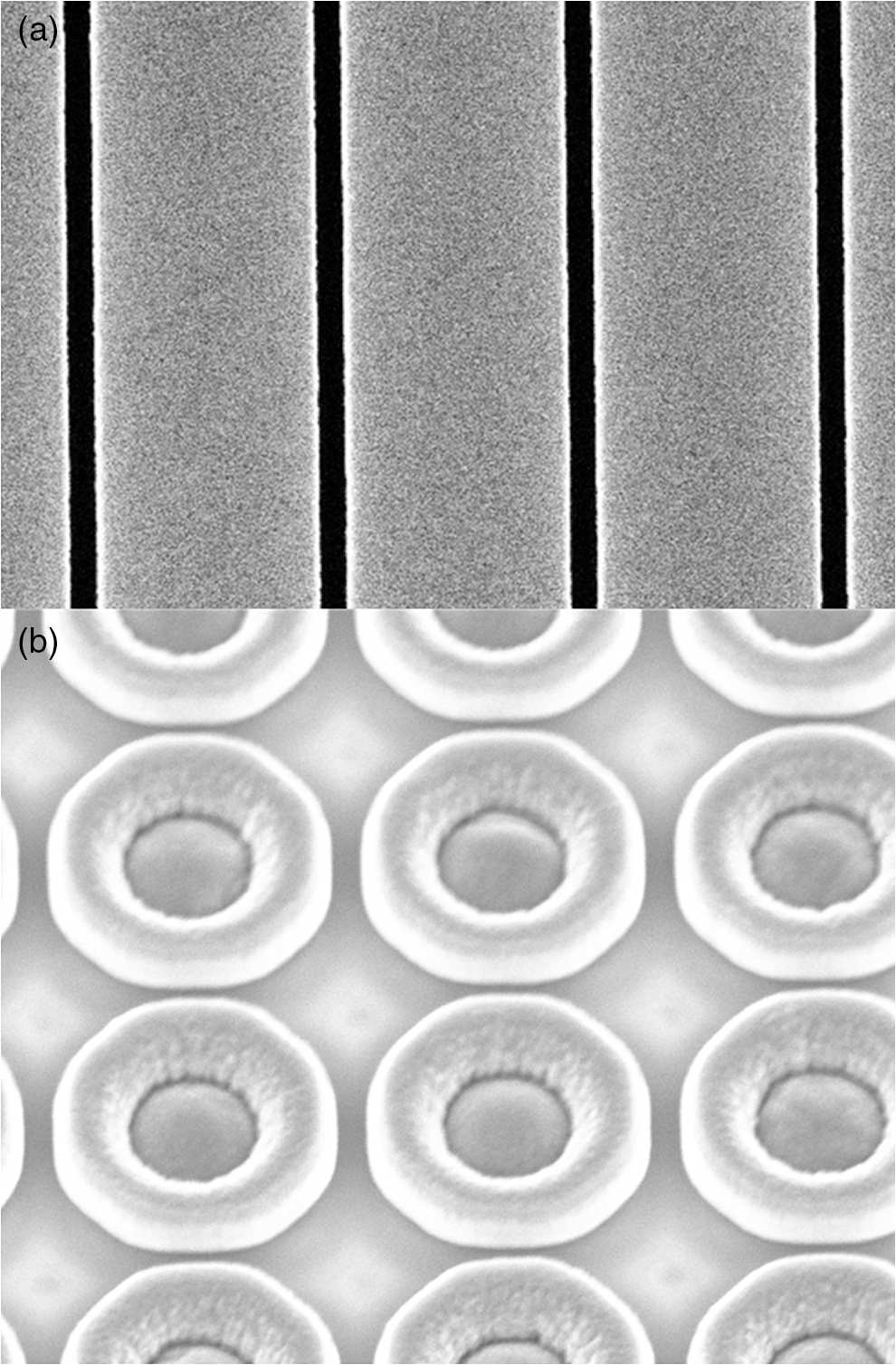 The connection from bonding pads to the CMOS at the top (metal 9) level of the DPG CMOS chip is required to have a resistance of . This cannot be achieved with the TiN-filled via arrays that were used for the static chip design. The TiN layers have a resistivity of , which is too high to meet the requirement. For the bond pad to the bottom electrode, placing the Al bonding layer directly on top of it (instead of near the top) would bypass the TiN layers and greatly lower the resistance (Fig. 15, left). An oxide patterning step is required to expose the aluminum layer. For the pads that connect to one of the top four electrodes (Fig. 15, right), arrays of vias are still used to connect the layers. These electrodes operate on static voltage and carry very small currents; therefore the resistance of these connections is not critical, and the solution with TiN via arrays developed in phase 2 can still be applied. Figure 17 shows some images of the completed device. Fig. 17Upper left: the device bonded to the package. Upper right: a focused ion beam (FIB) cut through the lenslet array showing the CMOS interconnect layers with the lenslet on top. Bottom: Enlarged view on the lenslet structure. Note that the bright irregular layer covering the holes is Pt coating applied for FIB purposes only. 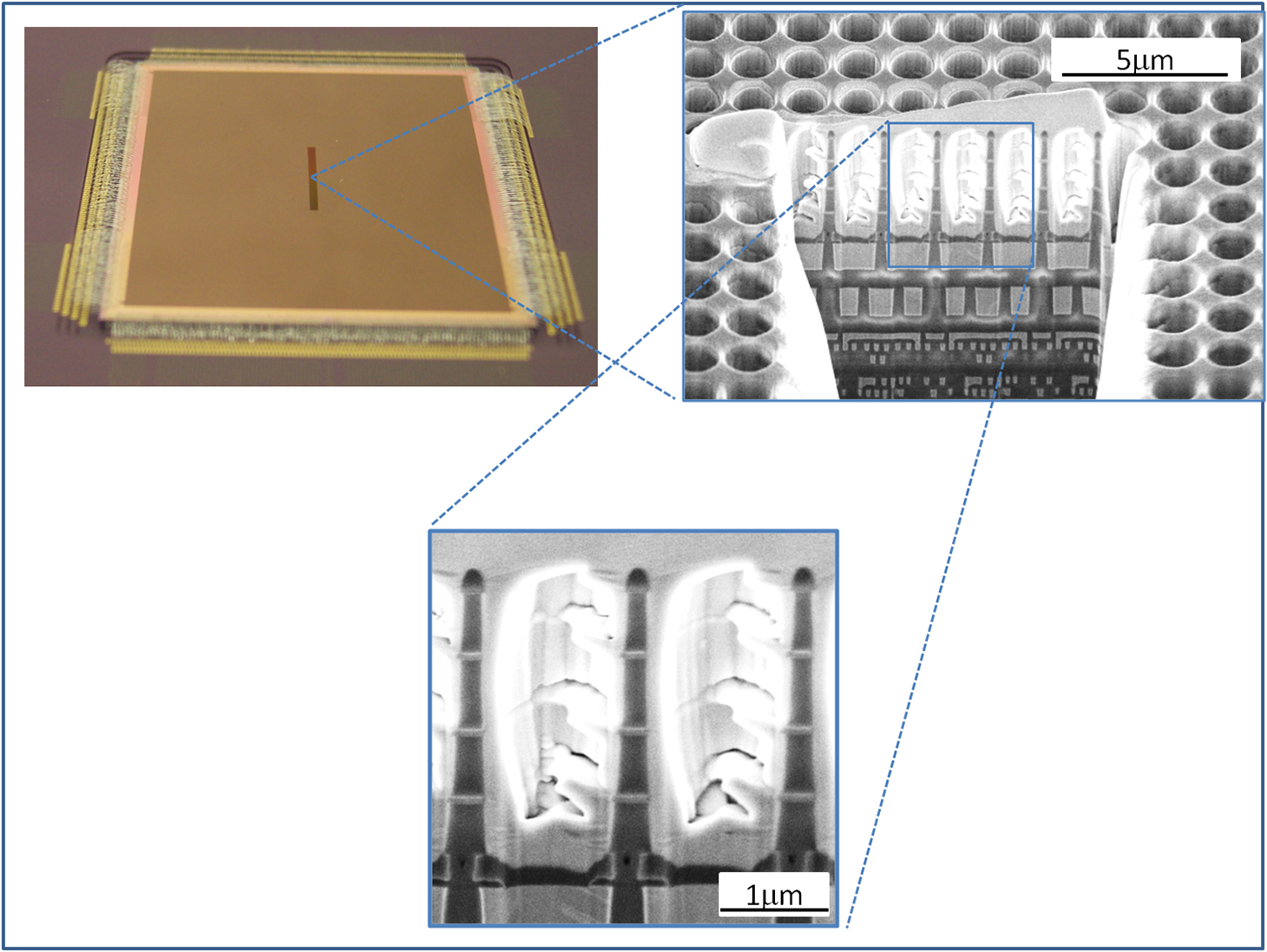 After the devices were built in the above manner, electrical shorts were found during testing between the bottom TiN plate and the top Cu layer. Many of these defects appeared after postprocess wire-bonding, indicating that wire-bonding was responsible for creating shorts between the pad and the underlying metal. We concluded that the CMOS design was not ideal for the additional lenslet processing because of the presence of metal lines directly underneath the pads. This was aggravated by the presence of a thin insulating layer of 150 nm separating the bond pads from metal lines in the initial design; this thin insulating layer proved too easy to puncture during wire-bonding. In the next section, we show how this issue was addressed. 5.4.Modified Process for Lenslet Devices on CMOS DPG WafersTwo modifications (Fig. 18) were implemented to help prevent shorting to the metal lines in the CMOS. The first was doubling the Al pad thickness. With this modification, the chips passed electrical test and were demonstrated operational for the first time. However, the performance and resolution of this first functional device were still limited. Fig. 18Modifications to the layout include a Cu-filled via to contact bottom electrode to metal 9 and double Al thickness. 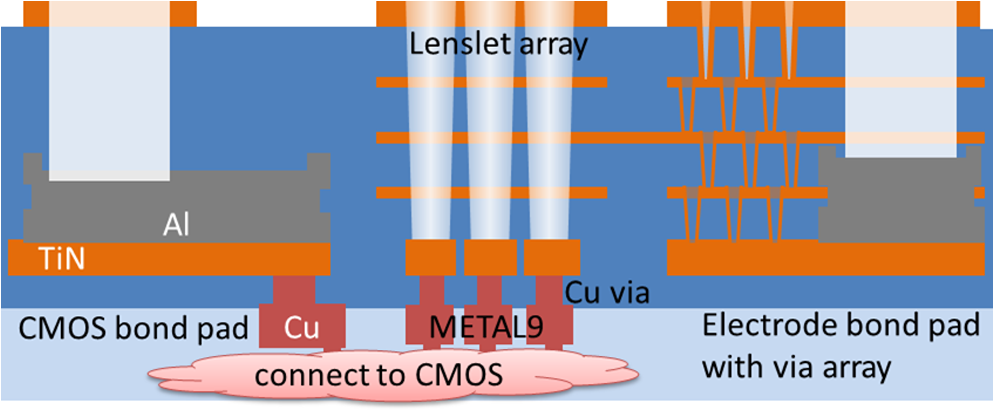 Fig. 19Cross-section SEM images showing the difference between a lenslet with the shallow and a Cu-filled via. The bright metal in the lenslets were deposited just before FIB to maintain structure integrity. 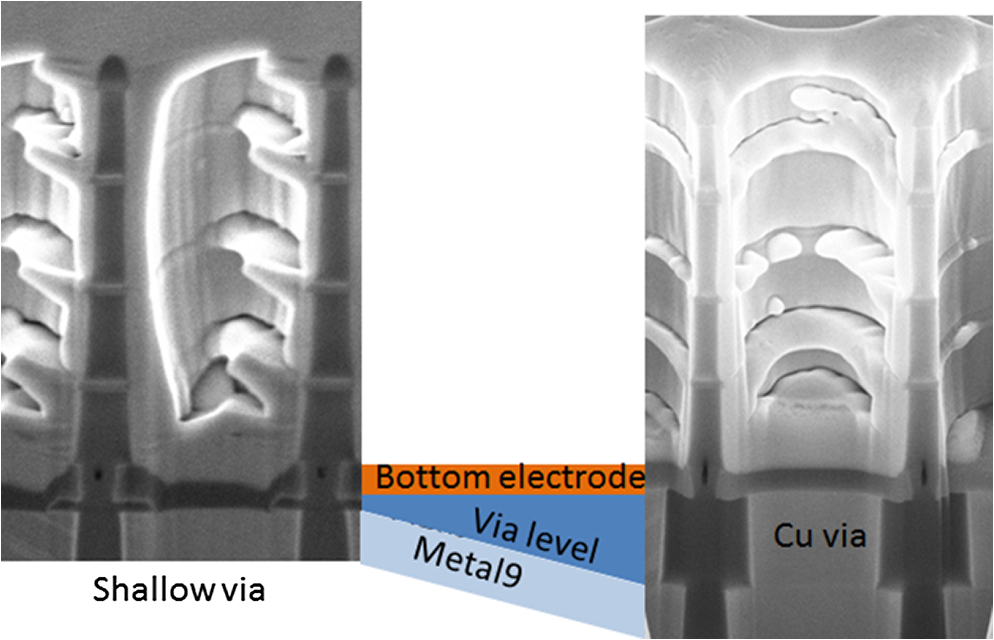 Performance was further improved by adding a dielectric layer between the passivation and the first electrode and by using a Cu filling of the via to make the interconnect to the underlying metal. The thicker dielectric layer further protects the underlying metal lines. The Cu filling enhances contact with the bottom electrode. Figure 22 shows the stack structure before and after these process modifications. 6.Overcoming Electrostatic ChargingInitial electron-optical testing of the DPG lenslets fabricated by Imec revealed that there was considerable electrostatic charging that interfered with the proper operation of the lenslets. The kinetic energies of the electrons in the lenslets are low; thus they can easily become embedded in the dielectric oxide. Our mitigation strategy was to apply a conductive coating onto the lenslets to drain the charge. This coating must have a resistance that is low enough to drain the charge, but not so low that it short-circuits the electrodes in the lenslets. Also, because a uniform coating needed to be applied to all surfaces of the high-aspect-ratio lenslets, the film must be deposited isotropically. Initially, we employed a coating composed of a homogeneous mixture of two binary oxides, such as and , deposited by atomic layer deposition (ALD) to achieve an isotropic coating. The resistivity of the coating can be customized by adjusting the ratio of the two species.10 However, we found during testing that the film would undergo a slow breakdown and its resistivity would degrade in a matter of weeks under the high electrical field between the electrodes (up to ). An alternative coating composed of nanoclusters of a conductive oxide () embedded in a matrix of was employed in its place. This coating, which was also deposited by ALD, had been developed at Argonne National Laboratory for the purpose of charge draining in microchannel plates. The detailed mechanism of conduction has been described in detail elsewhere.11 In short, the nanoclusters act as dopants to the matrix, while the amorphous , which has very high mechanical and dielectric strengths, served to protect the from breakdown. The resistivity of material can be customized by adjusting the concentration of . Cross-section transmission electron micrographs of the film are shown in Fig. 19. Application of this coating to the DPG resulted in its stable operation for three months. 7.Imaging and Print ResultsFigure 21 shows images produced by the DPG with the pentode lenslets and the charge-drain coating. With the working DPG, we proceeded to perform the first functional test of all aspects of the TDI printing system: CMOS DPG, rendering, data clocking, and stage metrology. Figure 22 shows print results produced by the patterns on a chemically amplified resist and poly(methyl methacrylate).12,13 8.SummaryThe DPG is a complex electron-optical MEMS that pixelates the electron beam in the REBL -beam column. It potentially enables massively parallel printing, which could make REBL competitive with lithography for semiconductor manufacturing. In this paper, we described the development of the REBL DPG, from the CMOS architecture, through the pentode design, to the fabrication of the MEMS device. The imaging and printing results validated our pentode lenslet concept and the fabrication process. The successful development of the DPG has enabled us to proceed with full-scale fine tuning of the -beam column and process development. AcknowledgmentsThe Imec team acknowledges H. Dekkers, D. Goossens, P. Jaenen, K. Kellens, F. Lazzarino, R. A. Miller, M. Popovici, J. Swerts, R. Verbeeck, and L. Viaene for the development work on the various processing steps. This work was partly sponsored by Defense Advanced Research Projects Agency under contract number HR0011-07-9-0007. The views, opinions, and/or findings contained in this article/presentation are those of the author/presenter and should not be interpreted as representing the official views or policies, either expressed or implied, of the Defense Advanced Research Projects Agency or the Department of Defense. The work at Argonne was funded in part by the U. S. Department of Energy, Office of Science, Office of Basic Energy Sciences, and Office of High Energy Physics under contract DE-AC02-06CH11357 as part of the Large Area Picosecond Photodetector project. ReferencesL. W. Liebmannet al.,
“Optical proximity correction: a first look at manufacturability,”
Proc. SPIE, 2322 229
–238
(1994). http://dx.doi.org/10.1117/12.195818 PSISDG 0277-786X Google Scholar
J. FindersM. DuaS. Hsu,
“Double patterning lithography for 32 nm: critical dimensions uniformity and overlay control considerations,”
J. Micro/Nanolith. MEMS MOEMS, 8
(1), 011002
(2009). http://dx.doi.org/10.1117/1.3079349 MCWRE7 1074-407X Google Scholar
D. R. Herriottet al., IEEE Trans. Electron Dev., 22 385
(1975). IETDAI 0018-9383 Google Scholar
B. J. Lin,
“Future of multiple-e-beam direct-write systems,”
J. Micro/Nanolitho. MEMS MOEMS, 11
(3), 033011
(2012). http://dx.doi.org/10.1117/1.JMM.11.3.033011 JMMMHG 1932-5150 Google Scholar
P. Petricet al.,
“Reflective electron beam lithography: a maskless ebeam direct write lithography approach using the reflective electron beam lithography concept,”
J. Vac. Sci. Technol. B, 28
(6), C6C6
(2010). http://dx.doi.org/10.1116/1.3511436 JVTBD9 0734-211X Google Scholar
M. A. McCordet al.,
“REBL: design progress toward 16 nm half-pitch maskless projection electron beam lithography,”
Proc. SPIE, 8323 832311
(2012). http://dx.doi.org/10.1117/12.919744 PSISDG 0277-786X Google Scholar
K. Priceet al., Differential Evolution: A Practical Approach to Global Optimization, Springer-Verlag, New York, NY
(2005). Google Scholar
G. H. Jansen,
“Trajectory displacement effect in particle projection lithography systems: modifications to the extended two-particle theory and Monte Carlo simulation technique,”
J. Appl. Phys., 84
(8), 4549
–4567
(1998). http://dx.doi.org/10.1063/1.368681 JAPIAU 0021-8979 Google Scholar
B. Vereeckeet al.,
“Fabrication of a micro-lens array for reflective electron beam lithography,”
(2011). Google Scholar
K. KukliM. RitalaM. Leskelä,
“Development of dielectric properties of niobium oxide, tantalum oxide, and aluminum oxide based nanolayered materials,”
J. Electrochem. Soc., 148
(2), F35
–F41
(2001). http://dx.doi.org/10.1149/1.1343106 JESOAN 0013-4651 Google Scholar
W. M. Tonget al.,
“Nanoclusters embedded in engineered for customizable mesoscale resistivity and high dielectric strength,”
Appl. Phys. Lett., 102 252901
(2013). http://dx.doi.org/10.1063/1.4811480 APPLAB 0003-6951 Google Scholar
R. Freedet al.,
“Demonstration of lithography patterns using reflective e-beam direct write,”
Proc. SPIE, 7970 79701T
(2012). http://dx.doi.org/10.1117/12.879454 PSISDG 0277-786X Google Scholar
T. Gubiottiet al.,
“Reflective electron beam lithography: lithography results using CMOS controlled digital pattern generator chip,”
Proc. SPIE, 8680 86800H
(2013). http://dx.doi.org/10.1117/12.2010722 PSISDG 0277-786X Google Scholar
|