|
|
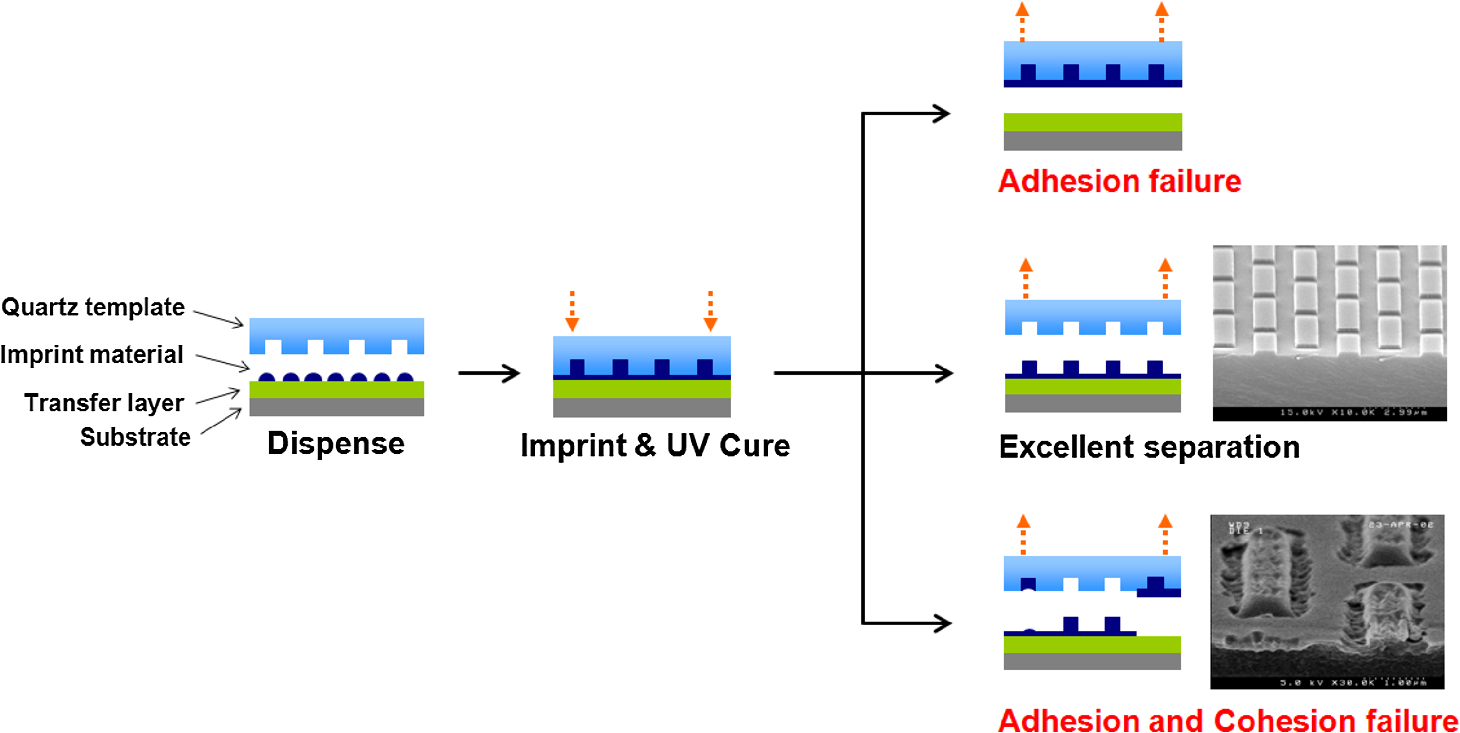
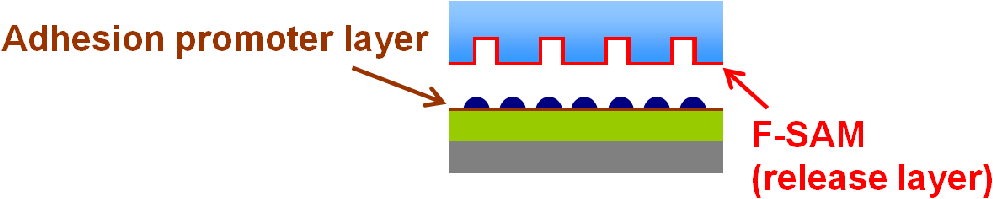
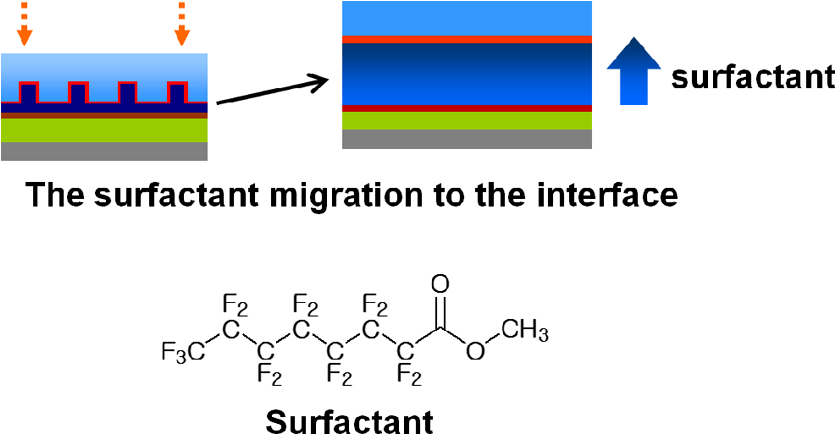
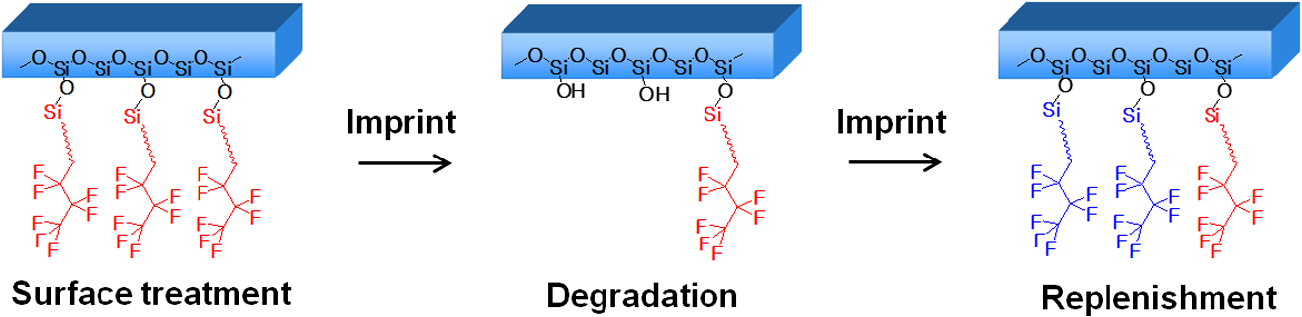
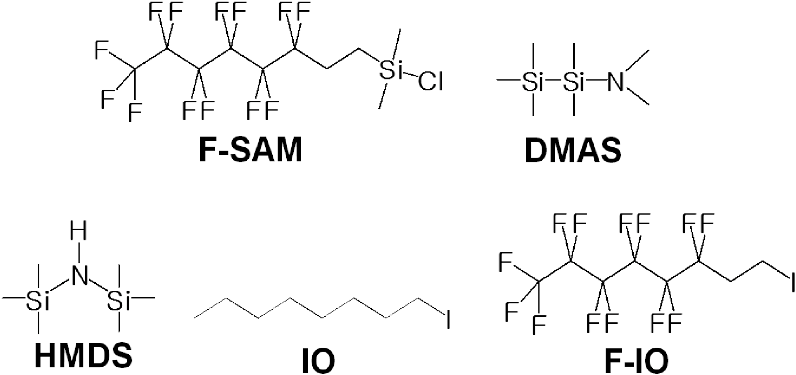
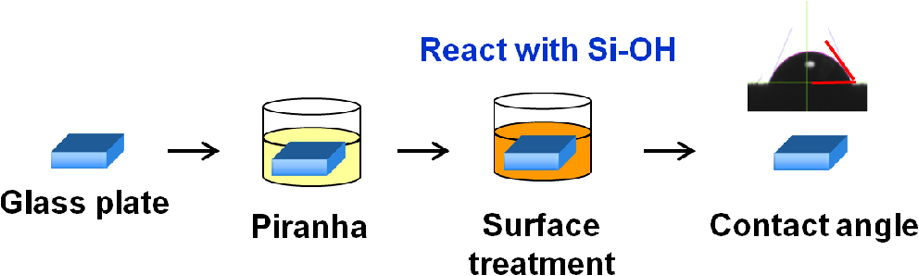
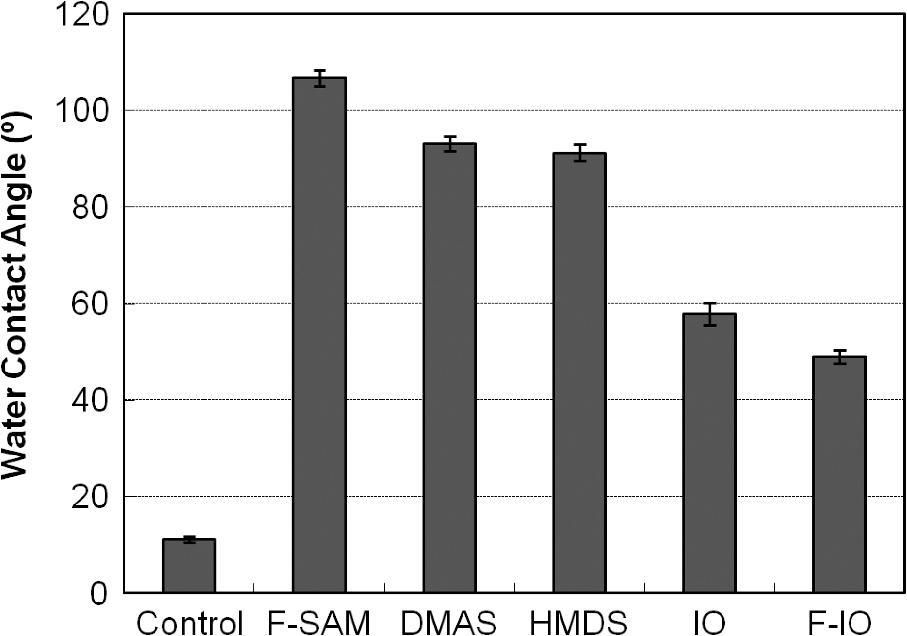
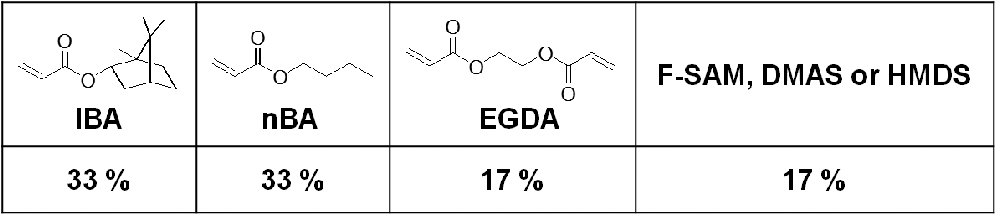
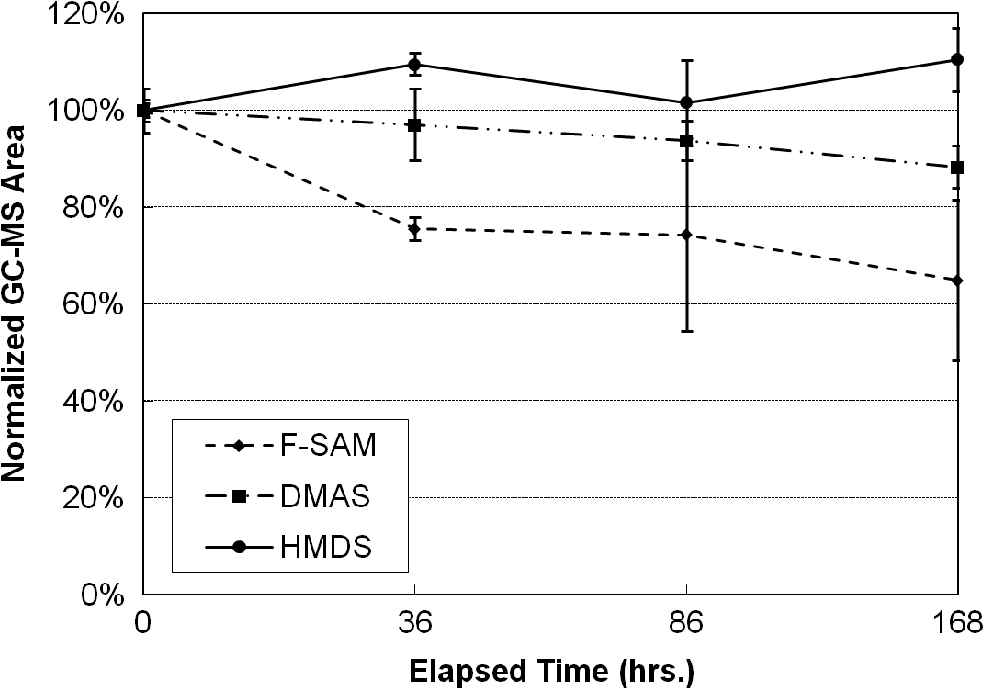
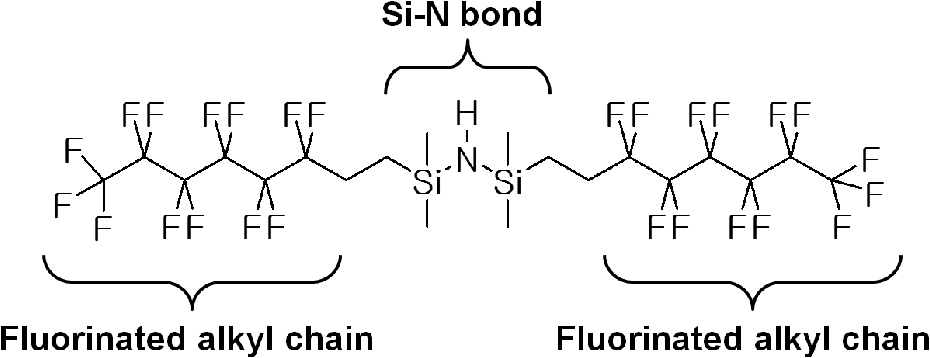
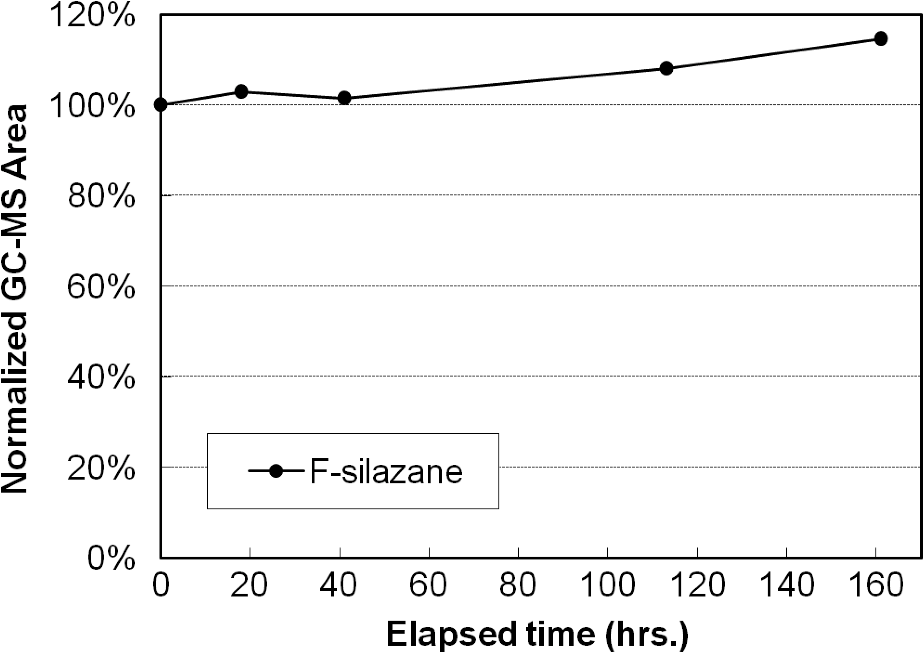
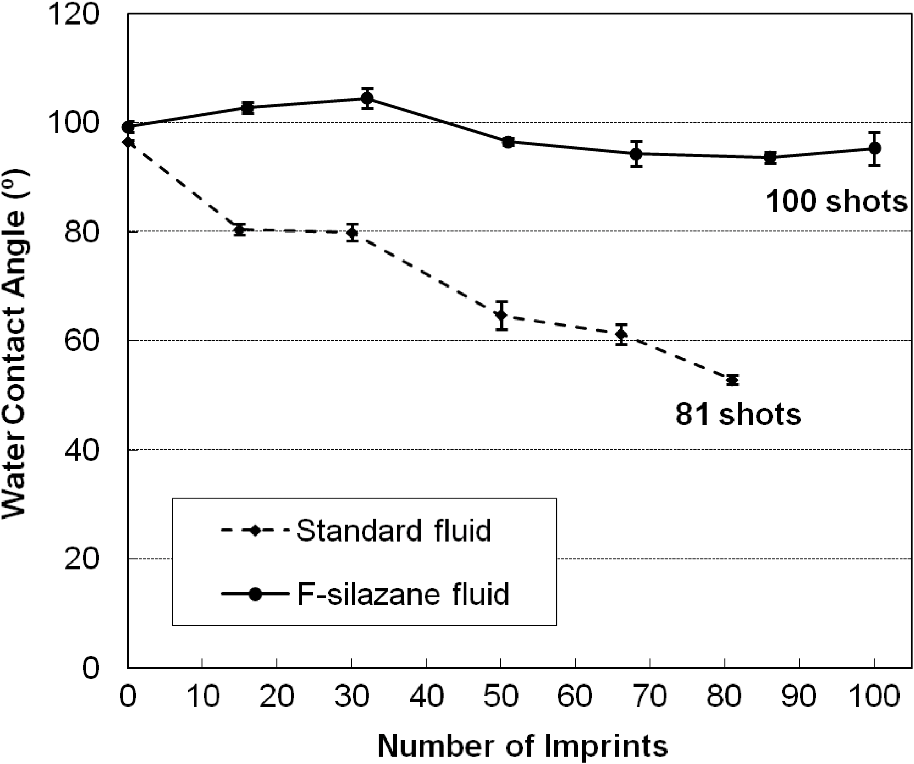
1.IntroductionStep and flash imprint lithography (S-FIL) has many advantages over traditional optical lithography in terms of procedural simplicity,1,2 low cost,3,4 and high-fidelity pattern transfer5–7 as well as the ability to directly pattern multilevel structures.8–10 However, effective use of S-FIL requires management of the template separation process (Fig. 1). The materials and the interfaces must be engineered so that the cured resist material separates from the imprint template while maintaining tenacious adhesion to the underlying substrate. Adhesive failure at the substrate interface is obviously unacceptable. Cohesive failure of the cured polymer can also occur, which results in significant patterning defects. Both adhesive and cohesive failure must be controlled. The common method for minimizing such defects involves the use of surface treatments as shown in Fig. 2. An adhesion promoter is applied to the substrate prior to dispensing the imprint fluid. A variety of adhesion promoters has been developed to aid in adhesion of resist to oxide and other surfaces commonly encountered in microelectronic device manufacturing. The template is typically treated with a release layer such as fluorinated self assembly monolayer (F-SAM). The classical adhesion promoter layers work effectively in most cases as each area of the substrate is only imprinted once during the patterning process. Considerably, more is required of the release layer as the template must perform numerous imprints without interruption. Covalent surface treatments such as perfluoroalkylchlorosilanes11,12 slowly degrade during imprinting, leading to separation failure (Fig. 3). Several mechanisms for this degradation have been proposed, but a definitive mechanism is not currently agreed upon.13–16 Fig. 3Fluorinated self assembly monolayer (F-SAM) treatment and degradation during continuous imprinting. 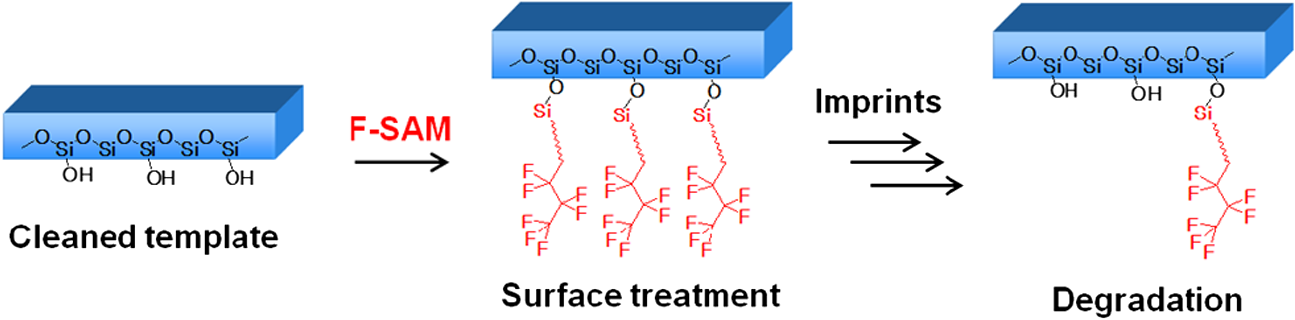 Addition of surfactant to the imprint formulation is one method to limit separation failure. We recently reported the behavior of the fluorinated surfactant shown in Fig. 4.17 X-ray photoelectron spectroscopy (XPS) studies indicated that the surfactant migrates to the interface of the imprint fluid and template, presumably because of the low surface energy of the F-SAM treated template and similar polarity. This reduces adhesion to the template,17 thereby reducing the likelihood of cohesive failure. With an intact monolayer, migration continues over multiple imprints. However, if the surface treatment degrades, the template becomes sufficiently hydrophilic to disrupt this surfactant migration process and defects begin to occur. As such, the use of a conventional surfactant does not represent a permanent solution to separation failure. In this study, a reactive fluorinated surfactant was added to the imprint formulation. The material was designed to serve both as a surfactant and reagent that functionalizes any silanol sites that are created during imprinting.18 2.Self-Replenishing Release LayerTemplates were initially treated with F-SAM to form the nominal release layer as shown in Fig. 5. Additionally, a small amount of reactive surfactant was added to the imprint fluid. During the imprint process, this material is believed to react with exposed areas of the template surface, replenishing the fluorinated monolayer. This allows for continuous imprinting as the requisite hydrophobicity is maintained without periodic cleaning and treatment of the template. There are three requirements that the surfactant must meet in order to be effective. First, it must readily associate or react with the hydrophilic template surface. Second, it must be unreactive toward other components of the imprint formulation. Third, the structure must produce a surface energy similar to that generated by F-SAM treatment. 3.Material ScreeningSeveral functional groups were auditioned to find a suitable reagent. Figure 6 lists the five candidates: a chlorosilane (Gelest Inc., Morrisville, PA) that is commonly used to form the F-SAM template release layer, N,N-dimethylaminopentamethyldisilane (DMAS) obtained from Gelest Inc., Morrisville, PA, hexamethyldisilazane (HMDS) (Acros Organics, Geel, Belgium), a reagent commonly used to treat surfaces in the semiconductor industry, and alkyl iodides IO and F-IO, which were obtained from Aldrich, St. Louis, MO. 3.1.Effect on Surface EnergyThe effect on template surface energy was investigated as illustrated in Fig. 7. Glass plates were cut into squares and cleaned with piranha (: 30% ) for 30 min, which generated a hydrophilic surface. The plates were immersed in 20 wt. % toluene solutions of the respective surfactants for 100 min. After rinsing the plates with toluene and isopropyl alcohol, the water contact angles were measured by goniometry (ramé-hart NRL model 100-00, ramé-hart Inc., USA). Measurements were taken at five different points on the plates and averaged. The results are listed in Fig. 8. The control sample was only exposed to piranha solution. Without additional treatment, the surface was extremely hydrophilic, with a water contact angle of 11.2 deg. F-SAM gave the highest contact angle (106.7 deg). Both materials having Si-N bonds (DMAS and HMDS) showed high values (93.1 and 91.2 deg, respectively), whereas the alkyl iodides (IO and F-IO) generated much lower values (57.9 and 49.0 deg). F-SAM, DMAS, and HMDS appear to meet the surface energy criteria. 3.2.Stability in Resist FormulationThe shelf life of formulations containing the candidate materials was evaluated by gas chromatography-mass spectrometry (GC-MS), Agilent Technologies 6890 N equipped with an Agilent HP-5MS capillary column. Formulations consisting of 33 wt. % of isobornyl acrylate, 33 wt. % -butyl acrylate, 17 wt. % of ethylene glycol diacrylate and 17 wt. % of one of the three additives (F-SAM, DMAS, or HMDS) were tested as a function of time. Aliquots were taken for 38, 86 and 168 h after addition of the additives and their concentrations were compared to those of the initial formulations (Fig. 9). Xylene was used as an internal standard in the gas chromatographic analysis. The chlorosilane degraded rapidly, falling to 65% after 168 h. The solution also became turbid upon addition of F-SAM, even though the sample was prepared under nitrogen. The GC-MS data for the DMAS and HMDS formulations suggest considerably greater stability than the F-SAM (Fig. 10). Both solutions remained clear and colorless after 168 h. Based on these results, it was concluded that materials such as DMAS and HMDS show potential for use as reactive surfactants. 4.Fluorinated Silazane as a Reactive SurfactantF-silazane (Fig. 11) was donated by Central Glass Co. Ltd., Japan. F-silazane is a colorless liquid that readily mixes with imprint formulations. The material is a reactive surfactant. 4.1.Evaluation of F-SilazaneF-silazane was tested in the same manner as previous materials. The water contact angle was 100 deg, a value comparable to F-SAM (Fig. 12). No degradation was apparent by GC-MS, and the sample solution remained clear (Fig. 13). 4.2.Multiple Imprint Study with F-SilazaneA multiple imprint study was carried out to evaluate the performance of F-silazane as a reactive surfactant. Imprinting was performed with an Imprio 100® installed at The University of Texas at Austin using unpatterned templates ( mesa). The substrates were 8 in. silicon wafers coated with BT20 adhesion promoter (Brewer Science, Rolla, MO). The templates were cleaned and treated with F-SAM to form the initial release layer prior to imprinting. Each wafer was imprinted and then the water contact angle was measured at five different points on the template surface and the values were averaged. A new substrate was prepared and imprinting was then resumed without cleaning the template. This was repeated for a total of 100 imprints. Table 1 shows the two formulations used in this study. One is a common imprint fluid, whereas the other contains 5 wt. % F-silazane. Table 1Formulations used in the multiple imprint study.
As shown in Fig. 14, imprinting with the conventional formulation leads to rapid degradation of the surface treatment; the water contact angle decreased significantly after patterning a single substrate. Due to severity of the defects, imprinting with this formulation was discontinued after 81 imprints. When the formulation that included the F-silazane, the template surface energy remained essentially constant even after 100 imprints. No separation failure was observed. These results suggest that F-silazane allows for longer template life. Further analysis of the template surface and cured imprint material is necessary to better understand the release mechanism. XPS or electron spectroscopy for chemical analysis is two different methods that can be used to study the migration of a surface treatment. In the multiple imprint study, a nonpatterned template was selected to measure the water contact angle on the template after a set number of imprints. An imprint study using a patterned template also needs to be carried out. Thousands of imprints are necessary to fully investigate the effectiveness of F-silazane for industrial applications. 5.ConclusionThis study focused on the development of reactive fluorinated surfactants for use in imprint lithography. Initial experiments suggest that materials such as silylamines and silazanes are sufficiently reactive toward the template surface to replenish the degraded monolayer, yet stable in the imprint formulation. One of the materials tested, a perfluoroalkyl silazane (F-silazane) showed an effective combination of reactivity and stability. Multiple imprints were carried out with F-silazane on a commercial imprint tool (Imprio® 100). When the imprint fluid contained F-silazane, it was imprinted 100 times without any significant defects, whereas the conventional formulation began to suffer from increasing surface energy and ultimately suffered separation failure after 81 imprints. We conclude that F-silazane shows great potential for the use as a reactive surfactant in imprint lithography that could reduce defects and extend template life. Further study of this material is clearly warranted. AcknowledgmentsThe authors would like to thank Dr. Marylene Palard, Mr. Gabriel Glenn and Mr. Ricado Garcia for assistance with the S-FIL experiments. The authors would also like to thank Dr. Kazuhiko Maeda, Dr. Koichi Miyauchi and Mr. Kenji Hosoi, Central Glass Co., Ltd. for the donation of the fluorinated silazane and their support of our work. ReferencesM. Colburnet al.,
“Step and flash imprint lithography: a new approach to high resolution patterning,”
Proc. SPIE, 3676 379
–389
(1999). http://dx.doi.org/10.1117/12.351155 PSISDG 0277-786X Google Scholar
C. G. Willson,
“A decade of step and flash imprint lithography,”
J. Photopolym. Sci. Technol., 22
(2), 147
–153
(2009). http://dx.doi.org/10.2494/photopolymer.22.147 JSTEEW 0914-9244 Google Scholar
L. Litt,
“Sematech,”
in 7th International Conference on Nanoimprint and Nanoprint Technology (NNT’08),
(2008). Google Scholar
S. V. Postnikov,
“Infineon Technologies,”
,
(2007). Google Scholar
F. Huaet al.,
“Polymer imprint lithography with molecular-scale resolution,”
Nano Lett., 4
(12), 2467
–2471
(2004). http://dx.doi.org/10.1021/nl048355u NALEFD 1530-6984 Google Scholar
R. Hersheyet al.,
“2D photonic crystal patterning for high-volume LED manufacturing,”
Proc. SPIE, 6337 63370M
(2006). http://dx.doi.org/10.1117/12.681481 PSISDG 0277-786X Google Scholar
C. Brookset al.,
“Step and flash imprint lithography for manufacturing patterned media,”
Proc. SPIE, 7271 72711L
(2009). http://dx.doi.org/10.1117/12.815016 PSISDG 0277-786X Google Scholar
G. M. Schmidet al.,
“Implementation of an imprint damascene process for interconnect fabrication,”
J. Vac. Sci. Technol. B, 24
(3), 1283
–1291
(2006). http://dx.doi.org/10.1116/1.2197508 JVTBD9 0734-211X Google Scholar
F. Palmieriet al.,
“Multi-level step and flash imprint lithography for direct patterning of dielectrics,”
Proc. SPIE, 6151 61510J
(2006). http://dx.doi.org/10.1117/12.655604 PSISDG 0277-786X Google Scholar
S. Johnsonet al.,
“Fabrication of multi-tiered structures on step and flash imprint lithography templates,”
Microelectron. Eng., 67–68 221
–228
(2003). http://dx.doi.org/10.1016/S0167-9317(03)00075-3 MIENEF 0167-9317 Google Scholar
T. Baileyet al.,
“Step and flash imprint lithography: template surface treatment and defect analysis,”
J. Vac. Sci. Technol. B, 18
(6), 3572
–3577
(2000). http://dx.doi.org/10.1116/1.1324618 JVTBD9 0734-211X Google Scholar
M. Benderet al.,
“Multiple imprinting in UV-based nanoimprint lithography: related material issues,”
Microelectron. Eng., 61–62 407
–413
(2002). http://dx.doi.org/10.1016/S0167-9317(02)00470-7 MIENEF 0167-9317 Google Scholar
F. A. Houleet al.,
“Chemical and mechanical properties of UV-cured nanoimprint resists and release layer interactions,”
Proc. SPIE, 6921 69210B
(2008). http://dx.doi.org/10.1117/12.772591 PSISDG 0277-786X Google Scholar
D. Truffier-Boutryet al.,
“XPS study of the degradation mechanism of fluorinated anti-sticking treatments used in UV nanoimprint lithography,”
Microelectron. Eng., 87 122
–124
(2010). http://dx.doi.org/10.1016/j.mee.2009.06.004 MIENEF 0167-9317 Google Scholar
D. J. Resnicket al.,
“Imprint lithography for integrated circuit fabrication,”
J. Vac. Sci. Technol. B, 21
(6), 2624
–2631
(2003). http://dx.doi.org/10.1116/1.1618238 JVTBD9 0734-211X Google Scholar
F. A. Houleet al.,
“Adhesion between template materials and UV-cured nanoimprint resists,”
J. Vac. Sci. Technol. B, 25
(4), 1179
–1185
(2007). http://dx.doi.org/10.1116/1.2746336 JVTBD9 0734-211X Google Scholar
M. W. Linet al.,
“Role of surfactants in adhesion reduction for step and flash imprint lithography,”
J. Micro/Nanolith. MEMS MOEMS, 7
(3), 033005
(2008). http://dx.doi.org/10.1117/1.2968269 JMMMGF 1932-5134 Google Scholar
R. Soodet al.,
“Fluorinated mold treatment regeneration and low-reactivity resists in UV-nanoimprint lithography,”
in Int. Conf. Nanoimprint and Nanoprint Technology (NNT’09) C23,
(2009). Google Scholar
|